联系电话 132-7642-3682

手机:132-7642-3682
电话:0532-85175785
传真:0532-85175785
地址:青岛·黄岛(原胶南)铁山街道办事处驻地
.jpg")
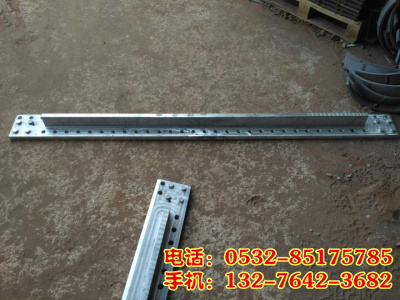
28GN抛丸机钢履带
28GN抛丸机钢履带主要用在自动上料履带式抛丸机设备上,其主要有链板、链结、链环组成,是用铸钢锰13铸造而成的。
28GN抛丸机钢履带铸造工艺与热处理
28GN抛丸机钢履带的特点是凝固收缩大,散热性差,据此,在工艺设计中铸造收缩率取2.5%-2.7%,铸件越长大、越应取上限。型砂与砂芯的退让性一定要好。浇注系统采取开放式。多个分散的内浇道从铸件的薄壁处引入,且成扁而宽的喇叭状,靠近铸件处的截面积大于与横浇道相联的截面积,使金属液快速平稳地注入铸型,防止整个铸型内的温差过大。冒口直径要大于热节直径,紧靠热节,高度是直径的2.5-3.0倍,必须采用热冒口甚至浇冒口合一,让充足的高温金属液来不足铸件在凝固收缩时之空位。将直浇道、冒口位于高处(砂箱有5-8。的斜度)也是正确的。浇注时尽可能低温快浇。一旦凝固,要及时松砂箱。聪明的设计师总是善于利用冷铁,包括内冷铁于外冷铁,它既细化一次结晶,消除缩孔、缩松,又提高工艺出品率,当然,适宜的用量和规格是应该考虑的。内冷铁要干净、易熔,用量以少为宜。外冷铁的三维尺寸与冷却物的三维尺寸为0.6-0.7倍的函数关系。过小不起作用,过大造成铸件开裂。铸件在型内要长时间保温,直到低于200℃再开箱。
通常采用高温台车式电炉进行。热处理开裂,是低温阶段升温过快所致。故正确的操作是350℃以下,升温速度<80℃/h,750℃以下,<100℃/h,且有不同时期的保温。至>750℃时,铸件内呈塑性状态,可以快速升温了。至1050℃时根据铸件的厚度确定保温时间(通常为1小时/25mm);然后再快速升到1100℃左右保温半小时出炉。28GN抛丸机钢履带出炉后必须尽快入水,出炉到入水的时间不能超过45秒,冬季时间应更短。高温时升温太慢,保温时间太短,出炉后到入水时间间隔过长(不应>0.5min),这一切都影响铸件质量。入水温度应<30℃,淬火后,水温<50℃,水量应不小于铸件重量的8倍。冷水从池下部进入,温水从池顶面流出。
上一条:抱歉暂无数据
下一条:15GN抛丸机钢履带

